مادة إنكونيل 718، طريقة تشكيل الرأس لبراغي ذات رأس غاطس ذات اثنتي عشرة نقطة (一)
إنكونيل 718 عبارة عن سبيكة فائقة تعتمد على النيكل ومعززة بالترسيب ني-سجل تجاري-الحديد-ملحوظة. مراحل التقوية هي مرحلة γ'' المربعة المتمركزة حول الجسم والمرحلة المكعبة γ' المتمحورة حول الوجه. التعيين المحلي هو GH4169. بالمقارنة مع السبائك الأخرى ذات درجة الحرارة العالية، يتمتع إنكونيل 718 بثبات حراري جيد ومقاومة للتآكل، كما أنه يتمتع بمقاومة ممتازة للتعب والزحف عند درجات حرارة أقل من 650 درجة مئوية. لذلك، فقد تم استخدامه على نطاق واسع في مختلف الأجزاء الساخنة من محركات الطائرات [ 1-3]. يُعد مسمار الرأس الغاطس ذو اثنتي عشرة نقطة إنكونيل 718 منتجًا تمثيليًا للمثبتات الفضائية ذات درجة الحرارة العالية والقوة العالية. عادة ما يتم تشكيل الرأس بالرأس الساخن، ويكون تشوه الرأس كبيرًا نسبيًا أثناء المعالجة. نظرًا لتركيبة طور السبائك المعقدة والهياكل المختلفة لمادة إنكونيل 718، اللدونة العملية ضعيفة، ومقاومة التشوه أثناء العمل الساخن كبيرة نسبيًا، وبالتالي تزداد صعوبة التشكيل الساخن. خاصة بالنسبة للبراغي ذات الرأس الغاطس ذات اثنتي عشرة نقطة مع مخاريط الرأس الغاطسة، فإن شكل الرأس المعقد يزيد من تفاقم عدم تجانس مجال درجة الحرارة أثناء المعالجة الحرارية، مما يجعل خصائص توزيع الضغط أكثر تعقيدًا من مسامير الرأس الغاطسة التقليدية ذات اثنتي عشرة نقطة. يتدهور أداء المعالجة، ومن الصعب ضمان الحجم ومتطلبات المعادن والأداء للأجزاء. في هذا البحث، بهدف التعرف على خصائص المواد والخصائص الهيكلية للمسامير الغاطسة ذات الرأس الغاطس من نوع إنكونيل 718 من نوع إنكونيل 718،
2 ميزات المنتج
2.1 هيكل المنتج وخصائص الأداء
&نبسب; في مناقصة عالمية لشركة طيران مدني دولية، تم الحصول على طلب لنوع معين من البراغي ذات الرأس الغاطس ذات الاثني عشر نقطة. يظهر هيكل الجزء في الشكل 1، وتظهر متطلبات الأداء في الجدول 1. ويتكون رأس الجزء من رأس من اثني عشر نقطة ووجه غاطس. يمكن للرأس المكون من 12 نقطة ضمان قوة موحدة أثناء الشد ومنع مفتاح الربط من الانزلاق. زاوية الوجه الغاطس للجزء هي 60°~64°، وقطر الدائرة الخارجية 14.09+0-0.24 مم. نظرًا للشكل المعقد لرأس الترباس ومتطلبات دقة المعالجة العالية، فمن الصعب على الرأس الثنائي الأضلاع والرأس الغاطس تلبية متطلبات دقة الأبعاد للجزء عند معالجة الرأس بعملية التوجيه الساخن.

2.2 خواص المواد وصعوبات التشكيل
&نبسب; &نبسب; &نبسب;تحتوي سبيكة إنكونيل 718 الفائقة على تركيبة طورية معقدة من السبائك وهياكل مختلفة، مما يقلل من مرونة العملية أثناء العمل الساخن ويجعل المادة حساسة للغاية للتغيرات في معلمات عملية العمل الساخنة. يمكن أن تؤدي درجة حرارة التشوه الأعلى إلى الحصول على جزيئات موحدة ودقيقة مُعاد بلورتها، ولكن إذا كانت درجة حرارة التشوه مرتفعة جدًا، فسيتم إطالة وقت التبريد بعد التشوه، كما أن وقت البقاء في درجة الحرارة المرتفعة سيؤدي أيضًا إلى نمو الحبوب بشكل غير طبيعي، مما يؤثر على ميكانيكية التشوه. أداء الجزء. بالإضافة إلى ذلك، بالنسبة لمسامير إنكونيل 718 ذات الرأس الغاطس ذات اثني عشر نقطة ذات أشكال الرأس المعقدة، هناك تدرج واضح في درجة الحرارة أثناء العمل الساخن. عندما تكون درجة حرارة التشوه منخفضة جدًا، فإن ذلك سيؤدي إلى خطر عدم ملء الرأس بشكل كافٍ.
3 تحليل تكنولوجيا المعالجة
&نبسب;من أجل ضمان أن المنتج النهائي يلبي متطلبات الرسم، لا يمكن تشكيل رأس الترباس إلا عن طريق الخلط مرة واحدة، وينبغي تقليل نسبة الخلط والتزوير قدر الإمكان لتسهيل التشكيل. وفقاً لحجم الدائرة الخارجية لجزء الوجه الغاطس، يتم اختيار شريط φ9.1mm للمعالجة. نظرًا لأن المسافة عبر جوانب جزء الرأس الاثني عشري هي 7.95 مم، فمن المستحيل استخدام الصوف φ9.1 مم بشكل مباشر للخلط، لذلك يجب تحويل قطر المادة لجزء تشكيل الرأس الاثني عشري إلى φ7.7 مم. يظهر هيكل الصوف قبل التوجه الساخن في الشكل 2.
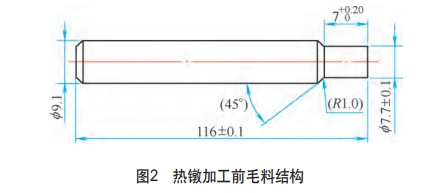
من خلال تحليل العملية أعلاه، يتم صياغة مسار العملية الرئيسي للمسمار: التقطيع ← الطحن ← الخراطة ← العنوان الساخن ← المحلول ← قلب الوجه النهائي والقضيب المصقول ← طحن القضيب المصقول، قطر الخيط المتداول ← وضع العلامات ← شرائح الدرفلة الباردة ← خيط اللف → الشيخوخة → الكشف عن الجسيمات المغناطيسية الفلورية → كشف الأداء والهيكل المعدني → التغليف.
3.2 عملية العنوان الساخن
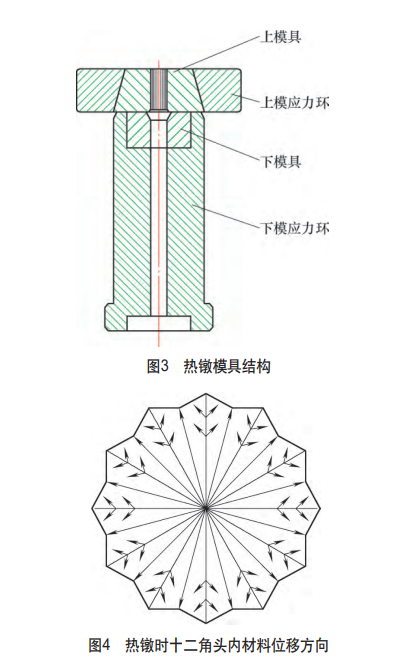
(1) قالب ذو رأس ساخن وفقًا لهيكل الترباس وخصائص الحجم، يتم استخدام قالب ذو رأس ساخن مع مجموعة من القوالب العلوية والسفلية، ويظهر الهيكل في الشكل 3. من بينها، القالب العلوي عبارة عن 12 نقطة القالب، القالب السفلي عبارة عن منصة بزاوية، والسطح النهائي هو سطح الفراق للقوالب العلوية والسفلية.
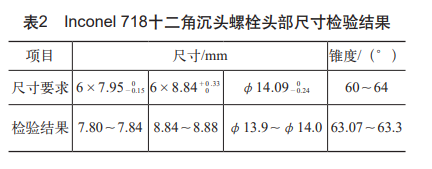
&نبسب; &نبسب; &نبسب;عندما يتم استخدام هذا القالب للإزعاج، غالبًا ما يحدث أن ملء زوايا الرأس الاثني عشر غير ممتلئ، ولا يمكن للأجزاء تلبية متطلبات الرسم. وفقًا لنظرية المقاومة الدنيا، عندما تتشوه المادة المعدنية لدنًا، يتحرك الجسيم الداخلي على طول اتجاه المقاومة الدنيا، أي يتحرك الجسيم إلى أقصر اتجاه طبيعي للمنطقة المحيطة المشوهة، كما هو موضح في الشكل 4. بالنسبة لنوع الرأس الاثني عشري، نظرًا لأن الطول الطبيعي نحو الزاوية المقعرة أقصر من الزاوية المحدبة، فإن مقاومة نقطة الكتلة لإزاحة الزاوية المقعرة تكون أصغر، مما يؤدي إلى إزاحة أقل للمواد المعدنية في اتجاه الزاوية المحدبة، و الزاوية المحدبة مضطربة حرارياً. الحشوة ليست ممتلئة. من خلال تغيير سرعة تشوه المادة، يمكن تقليل مقاومة المادة لإزاحة الفص، ولكن عندما تكون سرعة تشوه المادة سريعة جدًا، تكون قوة التأثير أثناء التشوه كبيرة جدًا، مما سيزيد بوضوح سرعة تآكل القالب وتقصير عمر خدمة القالب. وفي الوقت نفسه، فإن سرعة التشوه المفرطة سوف تسبب تشوهًا غير متساوٍ للمادة، مما يؤدي إلى تشققات محلية في الجزء، لذلك من الضروري ضبط سرعة تشوه المادة بشكل معقول.
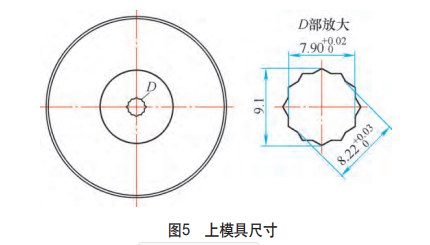
بناءً على الأسباب المذكورة أعلاه، يتم ضبط مسافة الزاوية المقعرة للقالب العلوي إلى φ8.22 + 0.03 -0 مم (انظر الشكل 5)، ويتم تغيير الضغط أثناء التوجيه الساخن، وتتم زيادة عملية التشوه المسبق لتقليل سرعة التشوه. من خلال عدة اختبارات مزعجة في الموقع، تم قياس المسافة القطرية للرأس ذو الاثني عشر زاوية للجزء، وتظهر نتائج الاختبار في الجدول 2.
&نبسب; &نبسب;أظهرت النتائج أن تأثير الرأس الساخن تم تحسينه عن طريق ضبط فجوة القالب، مما يحل مشكلة الشكل غير المكتمل للرأس الاثني عشري، ويمكن أن يضمن متطلبات حجم الرأس للجزء.